
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






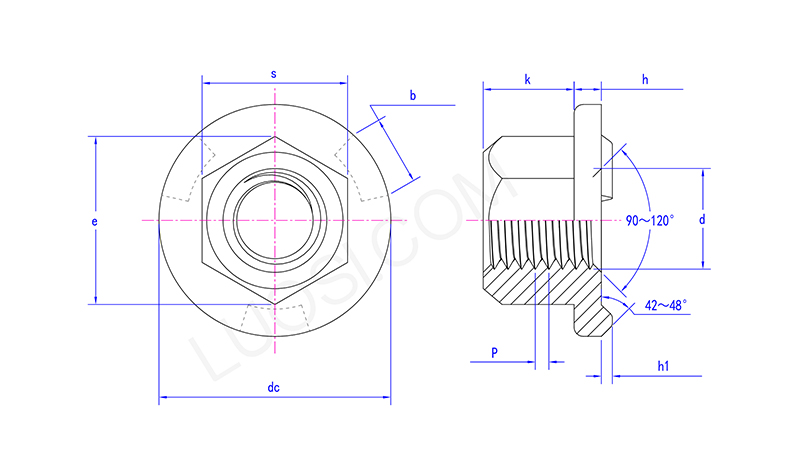
High Strength Weld Hexagon Nut With Flange
A key advantage of high strength weld hexagon nut with flange is their combination of high pull-out strength, vibration resistance, and ease of alignment during assembly. Xiaoguo® provides competitive pricing and efficient international shipping services. We can provide free samples.
Model:Q 366-2012
Send Inquiry
Product Description
Carbon steel high strength weld hexagon nut with flange usually fit grades like 5, 8, or 10 (from ASTM A563) or similar ISO property classes—like 8, 10, 12. This makes sure they have specific mechanical properties. The stainless steel ones generally meet ASTM A194/A194M or ASME standards, which cover their chemical makeup and how well they resist corrosion, stuff that matters for these nuts.
| Mon | M8 | M10 | M12 | M14 |
| P | 1.25 | 1.5 | 1.75 | 2 |
| h1 max | 1.1 | 1.3 | 1.3 | 1.3 |
| h1 min | 0.9 | 1.1 | 1.1 | 1.1 |
| dc max | 22.5 | 26.5 | 30.5 | 33.5 |
| dc min | 21.5 | 25.5 | 29.5 | 32.5 |
| e min | 13.6 | 16.9 | 19.4 | 22.4 |
| h max | 2.75 | 3.25 | 3.25 | 4.25 |
| h min | 2.25 | 2.75 | 2.75 | 3.75 |
| b max | 6.1 | 7.1 | 8.1 | 8.1 |
| b min | 5.9 | 6.9 | 7.9 | 7.9 |
| k min | 9.64 | 12.57 | 14.57 | 16.16 |
| k max | 10 | 13 | 15 | 17 |
| s max | 13 | 16 | 18 | 21 |
| s min | 12.73 | 15.73 | 17.73 | 20.67 |
Precautions:
Putting high strength weld hexagon nut with flange in properly means using the right welding steps. The nut needs to be set in the right spot and held tight against the workpiece surface—make sure that surface is clean and ready first. For projection welding, you’ve got to use the correct current, timing, and pressure. For arc welding, it’s about the right technique. Either way, getting this right is important. You need a weld that goes all the way through, but without messing up the nut’s threads. That’s how you make sure the joint holds up.
Installation Instructions:
To projection high strength weld hexagon nut with flange with a flange, you usually need a special resistance welder. It has to have the right electrode pressure, current, and timing settings that work for the nut's size and material. Check the manufacturer's info sheet for the suggested settings that fit your specific nuts.
Hot Tags: High Strength Weld Hexagon Nut With Flange, China, Manufacturer, Supplier, Factory
Related Category
Hexagon Nut
Square Nut
Hexagon Flange Nut
Lock Nut
Cap Nut
Hexagon Slotted Nut
Hand Screw The Nut
Round Nut
Hubs Nuts
T-nut
Reed Nut
Other Nuts
Send Inquiry
Please Feel free to give your inquiry in the form below. We will reply you in 24 hours.








