
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Time Saving Clinching Nut
During installation, the time saving clinching nut deforms the surrounding sheet metal, creating a strong mechanical interlock. Xiaoguo® is a reliable supplier manufacturing bolts, nuts, and screws.
Model:QIB/IND CLA
Send Inquiry
Product Description
To get a time saving clinching nut installed right, you need a compatible press—could be hydraulic, pneumatic, or servo-electric—with good control over the tonnage, plus properly made tools (a punch and die set). The punch pushes directly on the nut, driving it into the sheet metal that's set over a supporting die cavity. A well-designed die lets the material flow in a controlled way into the nut's clinching parts. Keeping the force steady and everything aligned is really important. If you don't use enough force, the clinch will be weak. Use too much, and you might damage the nut or the sheet. And you don't need to pre-thread anything first.
Applicable Scenarios:
Time saving clinching nuts are used a lot in industries that need to put sheet metal together efficiently. You’ll find them in cars—for body panels, brackets, chassis parts. They’re also in electronics, like enclosures, racks, and heat sinks. HVAC systems use them too, in ducting and units. Appliances, with their frames and housings, telecommunications cabinets, furniture, and lighting—they all use Time-Saving Clinching nuts.
Any job that needs a strong, dependable threaded stud sticking out of sheet metal (and sitting flush) works well with a time saving clinching nut. It replaces those bulky weld nuts or loose fasteners, making both design and manufacturing simpler.
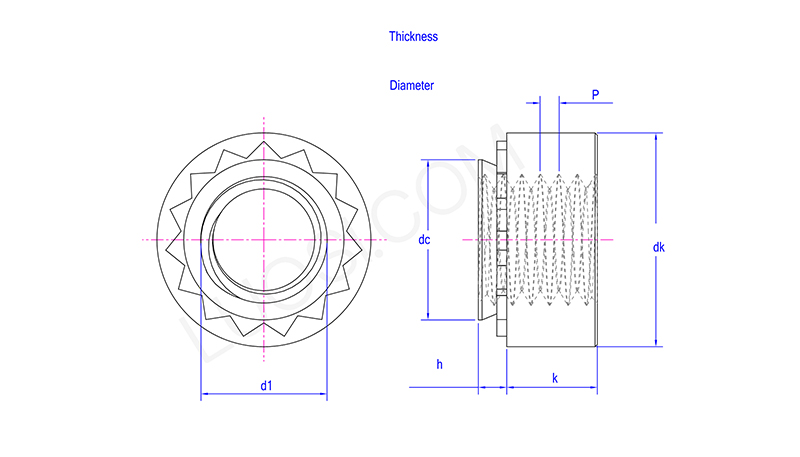
| Mon | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #2 |
#2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| dc max | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
|
Diameter of mounting holes min |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
|
Diameter of mounting holes max |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| dk min | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| dk max | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| h max | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| h coder | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| k max | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| k min | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
|
Thickness of mounting plate min |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
Anti-rust treatment:
This nut often have surface treatments to help them resist rust and look better. Common ones include zinc plating—clear, yellow, or black—zinc-nickel plating, Geomet® (a non-electrolytic inorganic coating), and passivation for stainless steel. The coating needs to hold up against the high pressure of the clinching process without chipping off.
Hot Tags: Time Saving Clinching Nut, China, Manufacturer, Supplier, Factory
Related Category
Hexagon Nut
Square Nut
Hexagon Flange Nut
Lock Nut
Cap Nut
Hexagon Slotted Nut
Hand Screw The Nut
Round Nut
Hubs Nuts
T-nut
Reed Nut
Other Nuts
Send Inquiry
Please Feel free to give your inquiry in the form below. We will reply you in 24 hours.








