
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




Load Stable T Style Weld Nuts
Load stable T style weld nuts offer superior resistance to vibration and loosening compared to many other nut types once welded.Quality manufacturing, supported by trusted manufacturers, is central to Xiaoguo®, ensuring products meet international standards.
Model:JIS B1196-3.2-1994
Send Inquiry
Product Description
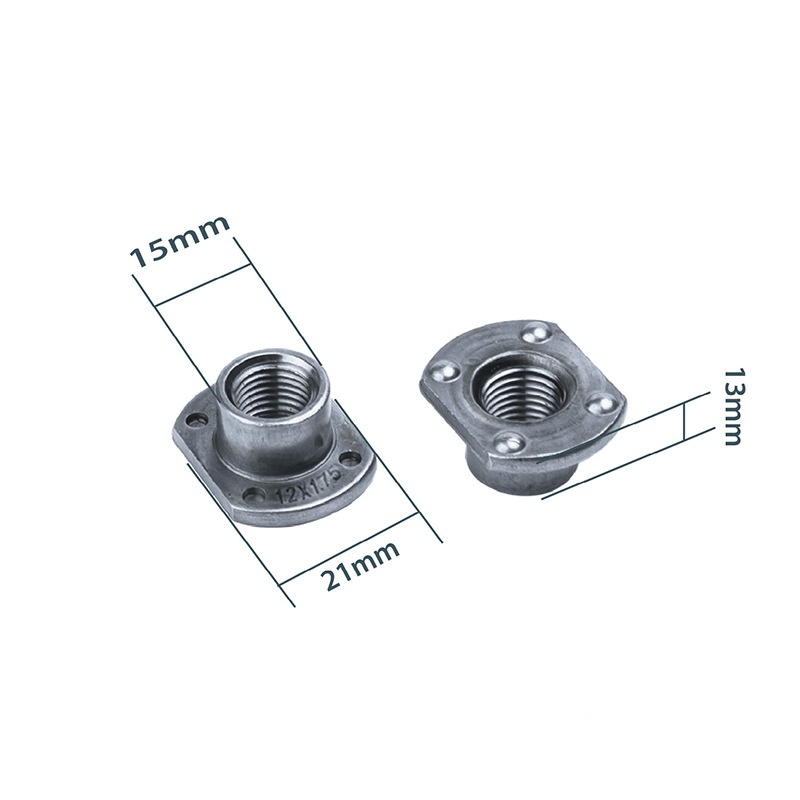
Unlike bolts that need you to get to both sides, load stable T style weld nuts only need access from one side—both for welding and then putting in the fasteners. That’s super useful for enclosed parts or box-shaped sections.
Also, the big flange helps seal against the sheet metal. If you place sealant or gaskets on the flange surface before welding, these nuts will help form a tight fitting, leak-proof connection.
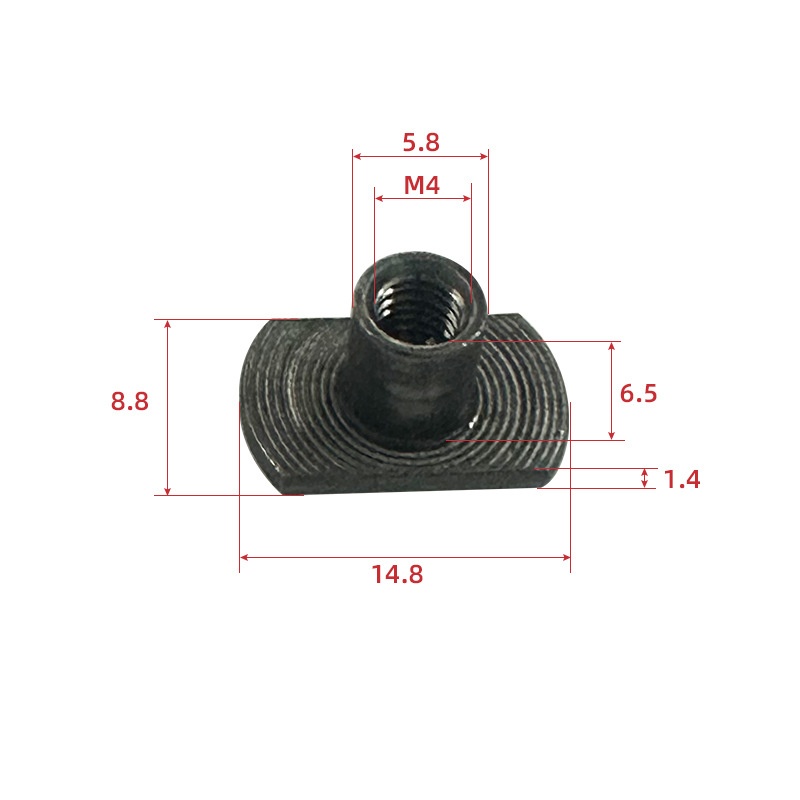
| Mon | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1︱1.25 | 1.25︱1.5 | 1.5︱1.75 |
| dk max | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| dk min | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| s max | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| s min | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| ds max | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ds min | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k max | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| k min | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| h max | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| h min | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d0 max | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0 min | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| d1 max | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| d1 min | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
Applicable Scenarios:
The most common and cheapest material for load stable T style weld nuts is low to medium carbon steel—like AISI 1008, 1010, 1018. This kind of steel works well for welding, has good strength, is easy to shape, and doesn’t cost much.
Carbon steel load stable T style weld nuts are fine for most regular industrial uses, whether inside or in places with a little corrosion—especially if they have a protective coating. Their strength properties mean they can handle the shear and pulling forces needed for tough fastening jobs once they’re welded on.

Installation Instructions:
To get the best strength out of load stable T style weld nuts, you need to control the welding settings—current, time, pressure—exactly like specified for the nut’s material and thickness.
It’s really important to get the surface ready right: clean, no oil on the metal. The design itself helps focus the welding current through the projection, but setting up the machine correctly and making sure operators know what they’re doing are key. That’s how you get consistent, strong welds on every T-Style nut.
Hot Tags: Load Stable T Style Weld Nuts, China, Manufacturer, Supplier, Factory
Related Category
Hexagon Nut
Square Nut
Hexagon Flange Nut
Lock Nut
Cap Nut
Hexagon Slotted Nut
Hand Screw The Nut
Round Nut
Hubs Nuts
T-nut
Reed Nut
Other Nuts
Send Inquiry
Please Feel free to give your inquiry in the form below. We will reply you in 24 hours.








